Hardness
In general, hardness can be understood as a given material’s ability to withstand local plastic deformation, i.e. resistance against penetration of a foreign body into its surface. Physically, it depends on many quantitative characteristics of the given material, such as Young’s modulus of elasticity, ductility, elasticity, etc. In application, hardness is a determining quantity for the material’s resistance to various types of contact wear, such as abrasive and adhesive wear, etc.
PDV coatings: TripleCoating SI, MARWIN SI
The hardness of PVD layers is perhaps their most relevant feature and depends primarily on their composition. Metal reactive layers can be prepared with very soft, pure metal or non-reactive layers with nitrides, carbides and oxides of very high hardness. The composition can be elegantly mixed or alternated in layers with the desired effect. Comparing the values of PVD layers with bulk materials is complicated by their micron thicknesses. They are usually defined with reference to diamond, which has a hardness of around 100 GPa. Metal versions are measured at around 4-8 GPa, common layers 15-40 GPa and the hardest 70-75 GPa. With some degree of inaccuracy, Vickers hardness can be used for a rough comparison. 60 HRC hardened steel measures at approximately 700 HP. Diamond hardness is around 10000 HV, layers are 1500 – 7500 HV. Thus PVD layers are up to an order of magnitude harder than hardened steels.
At low temperatures, distant from the melting point of the processed materials, hardness is directly related to abrasion resistance. Therefore, hardness is used as the primary property instead of wear resistance when optimizing PVD coatings for machining and forming.
Measurement
Measuring the hardness of thin films is its own science. The methods are instrumentally very demanding and require great expertise. Modified indentation techniques similar to macrohardness measurements are used. Instead of the size of the residual indentation, the indentation depth is measured at a given load a
them loading and unloading curves (fig.1) they count mechanical parameters. The renowned expert in the field of measurement is doc. Vilma Buršíková from Masaryk University in Brno
.
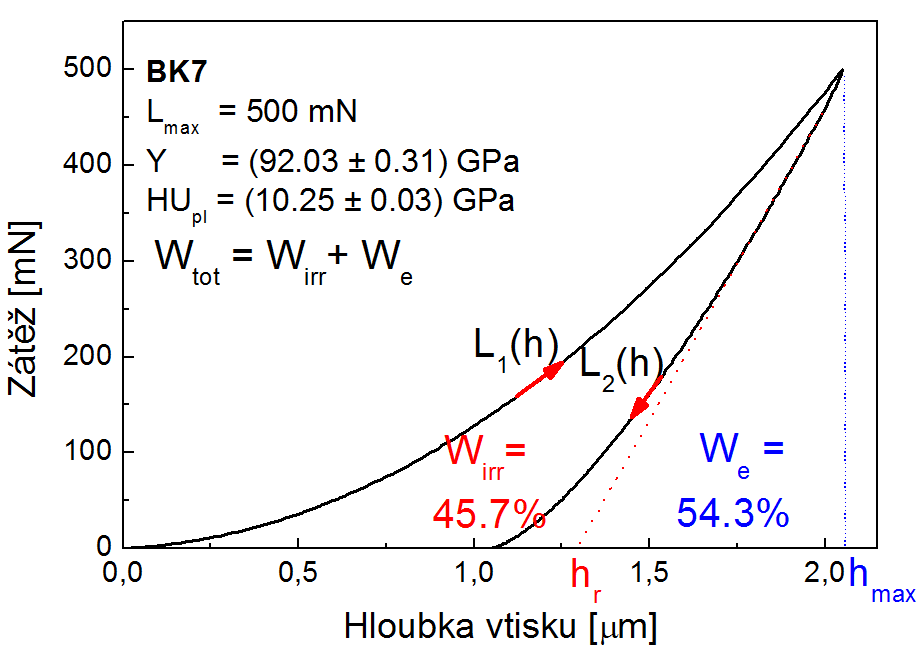
Figure 1 shows the course of the load curve on the BK7 calibration material from the Fisherscope device.
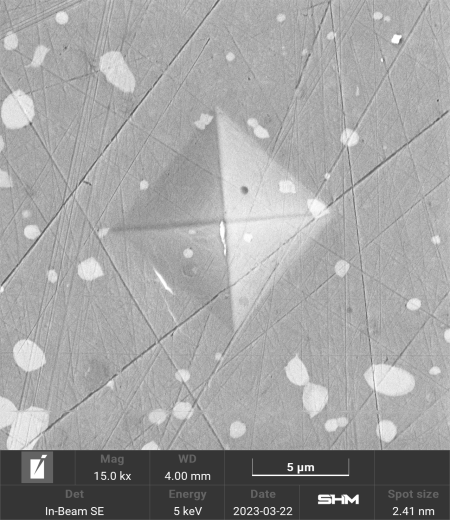
Fig. 2 represents the residual impression after microindentation in hardened steel ČSN 19830.
Values
K The hardest commercially available layers include those prepared by arc evaporation is C and nanocomposite deposited by magnetron sputtering nc-SiC/a-C. Hardness values range around 75 GPa
.
| Layer | Microhardness HV0.05 [GPa] | Young’s module [GPa] |
|---|---|---|
| Ti, Al, Cr, … | 3-6 | |
| TiN | 26 | 530 |
| TiCN | 47 | 490 |
| TiSiN | 48 | 510 |
| TiAIN | 45 | 360 |
| nc-TiAlN/a-SiN | 48 | 400 |
| TiC/C | 16 | 290 |
| CrN | 24 | 380 |
| CrNx | 20 | 350 |
| CrVN | 30 | 440 |
| AlCrSiN | 46 | 530 |
| WC/C | 18 | 270 |
| WCx | 34 | 415 |
| SiBx | 35 | 380 |
| nc-SiC/a-C | 70 | 480 |
| A-C:H | 45-70 | 410-590 |
Typical values of some PVD layers for calibrating the indenter to the BK7 standard are in Table 1.
Reference
- S. Veprek, Superhard and Functional Nanocomposites formed by Self-organization in comparison with Hardening of Coatings by Energetic Ion Bombardment during their Deposition, Rev.Ad.Mater.Sci. 5 (2003) 6-16,
- M. Jilek, O. Zindulka, Z. Studeny, Z. Pokorny, nc-SiC/a-C Coating for Industrial Applications, ICMCTF 2024.
Application
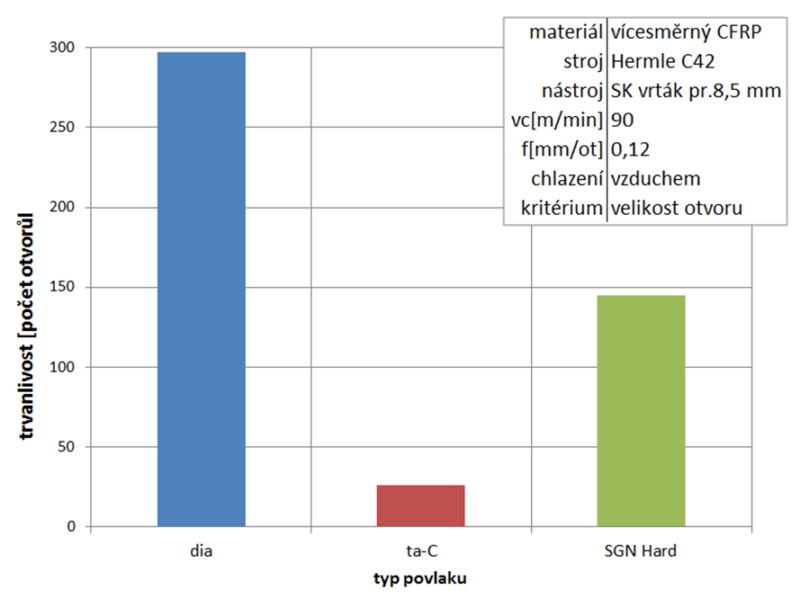
CFRP drilling
One application directly related to the hardness/abrasion resistance of PVD layers is machining CFRP (Carbon Fibre Reinforced Plastic). Composite machining is associated with intensive abrasion. Basically, the tool does not create a chip, but rather “grinds” the shapes. This was selected for the test drilling, the tool was a cemented carbide drill with a diameter of 8.5 mm, coated with three types of coatings – diamond layer and coating nc-SiC/a-C about thicknesses 10 µm. The third version was the coating is C with typical internal stress limited thickness 1µm. The hardnesses were approximately 100 GPa for diamond, 68 GPa for the nanocomposite and 55 GPa for ta-C. Achieved durability reasonably accurately correlates with hardness and thickness of individual layers.