Friction
Frictional properties include the behavior of the surface of a given material in relation to mutual movement when in contact with another solid surface. PVD layers can significantly change the original properties of the friction pair. Optimized variants even work as high temperature lubricants for temperatures around 600°C.
PVD coatings: BIGAAN XC, LUBRIK G
Friction properties cover the behavior of the surface of the given material during relative mutual movement in contact with another solid surface. The mechanisms of friction, lubrication and wear are applied here. One of the determining quantities is the coefficient of friction, which is different for different friction pairs of materials and for various friction conditions. Friction coefficients literally surround us in life, however their high values are unwelcome in most cases of industrial applications. PVD layers can help to significantly reduce them. Standard layers score averages at a coefficient 0.6, specialized friction coatings at < 0.1 and top development concepts at < 0.01.
Friction and therefore friction coefficients are temperature dependent. Many applications of PVD layers are associated with higher temperatures. It is a great advantage if the layers can improve the behavior of the friction pair under these conditions.
A group of coatings derived from V, Mo a W can even form Magnéli phases during oxidation at high (operating) temperatures, which can significantly improve frictional behavior. These belong to a group of high temperature lubricants.
Measurement
One of the most frequent tests for determining frictional properties are tribo tests in the fixed-moving part configuration. They are, for example, pin-on-disc, ball-on-disc, ball-on-flat in various movement and material combinations. In most cases, however, this is somewhat “unrealistic” comparative testing. Simulating a real process, for example, forming, is disproportionately more difficult and is less common, but all the more valuable from the point of view of industrial applications.
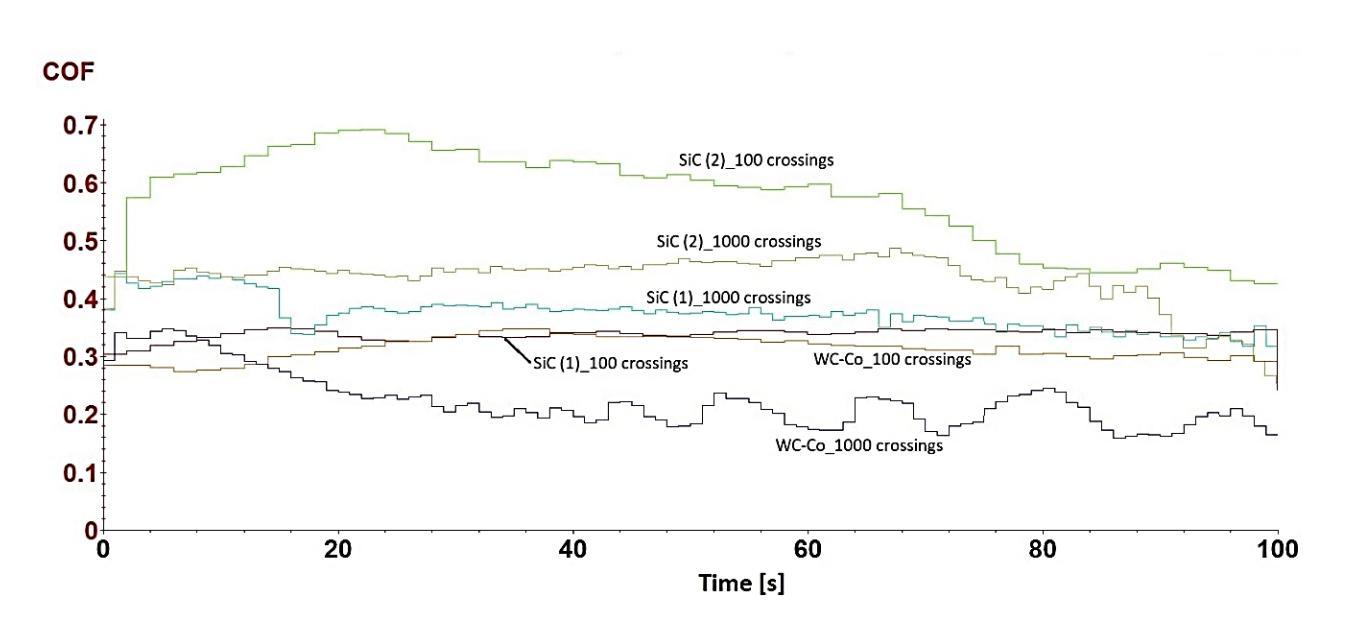
The exception in tribo tests is the testing of the friction pair, where both parts are coated. The method is considerably more laborious, because it is necessary to evaluate the wear of both parts, and in the case of different types of coatings, the experiment must be carried out with oppositely coated parts of the friction pair. Interpretation of the results is also much more complicated. However, this approach is invaluable for the design of coatings for both parts of the friction pair.
Fig. 2 shows an example of determining the coefficient of friction during the development of a coating based on silicon carbide in the configuration of both coated parts.
The same instruments and procedures used for standard tribology are also used to measure high-temperature friction properties. However, the devices are retrofitted with heating providing temperatures typically in the range of 400 – 800°C.
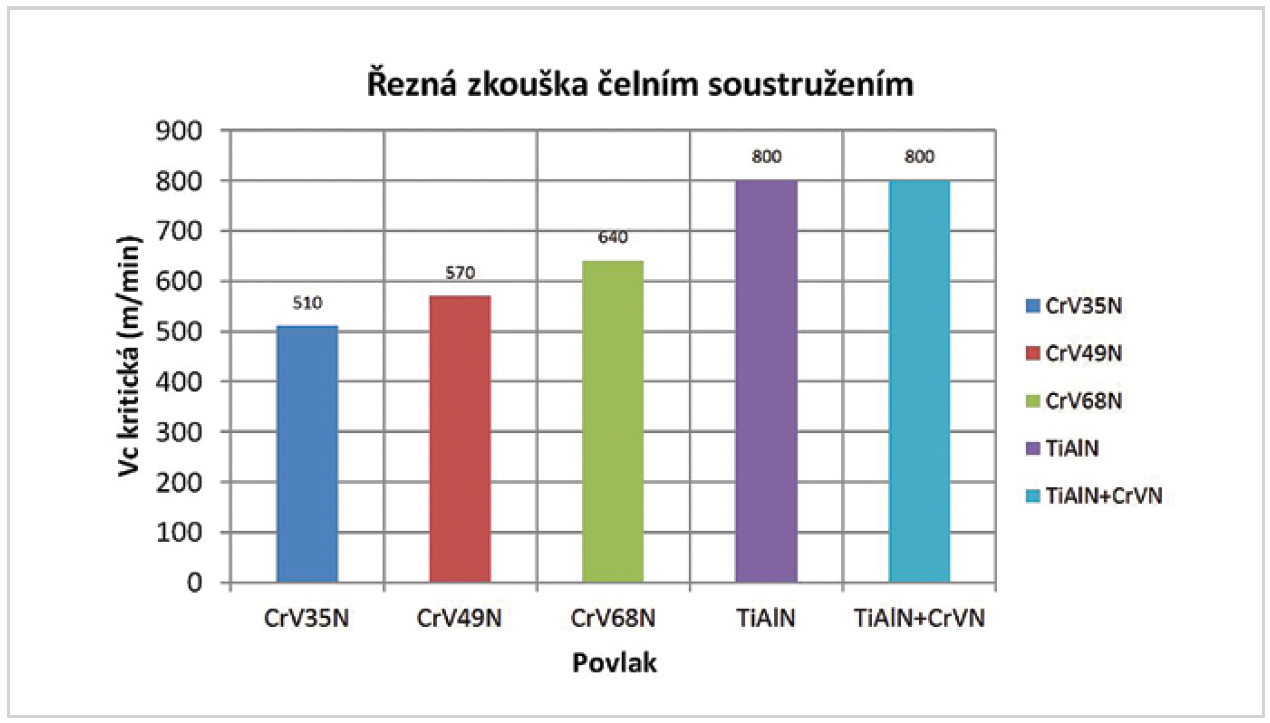
As an alternative to tribo tests at elevated temperatures, there is a cutting test with monitoring of cutting forces and moments, which can also much better simulate the real conditions of application of coatings. Figure 3 shows a comparison of the critical speed values of different types of coatings during face turning.
Application
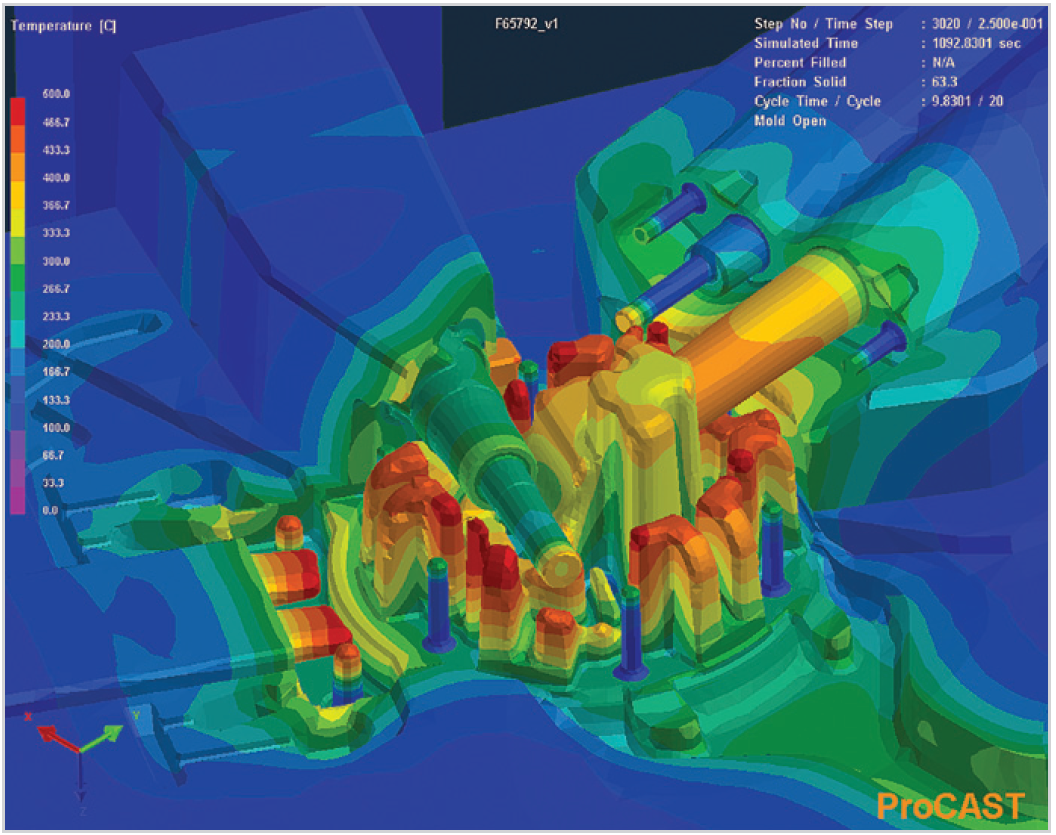
An interesting application of a temperature-bound lubricant is the use of PVD layer Vanadin based on VN (vanadium nitride) for aluminum die casting. In the metallurgy of aluminum alloys, the operating temperatures of the surfaces of the casting molds are relatively precisely known. For these temperatures, the chemical composition of the PVD layers can be calibrated so that the resulting lubricant limits the negative effect of aluminum sticking to the mold. The mentioned solution can significantly increase the service life of the molds, reduce the scrap rate and significantly reduce the requirements for operational maintenance. Details are available in the article MM12/2015.